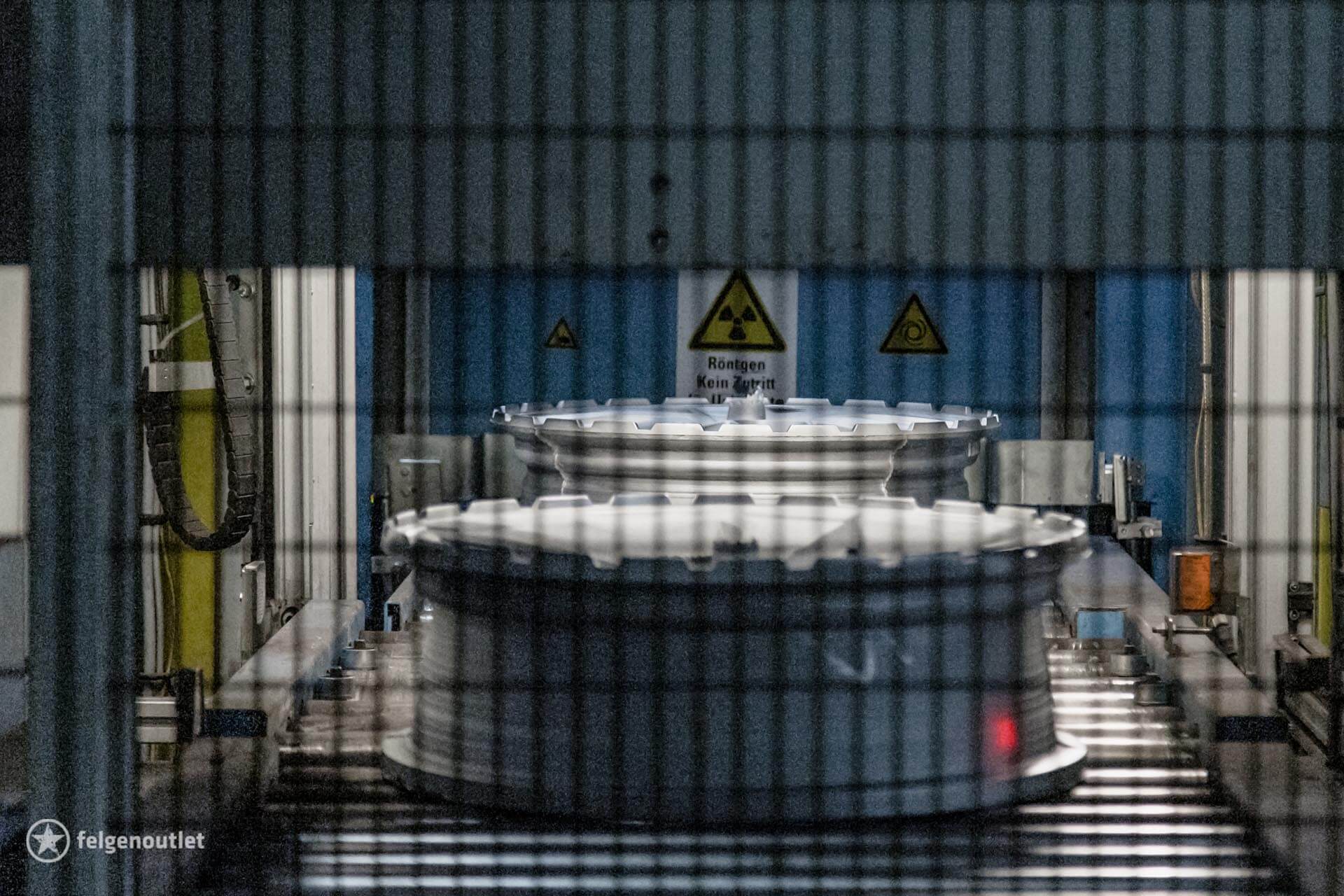
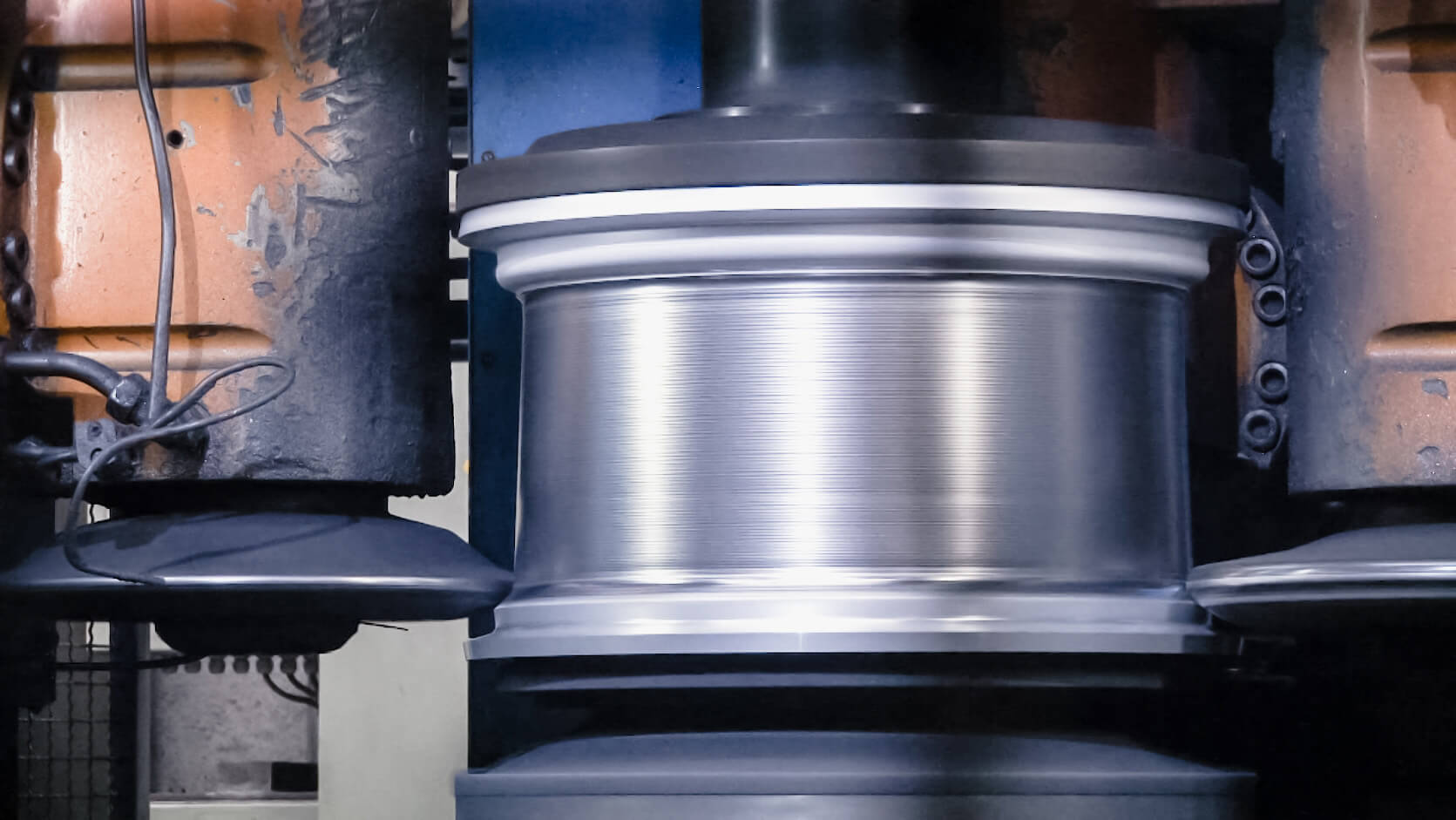
Was ist Flow Forming?
Die englische Bezeichnung für das Abstrecken einer Alufelge bedeutet wörtlich übersetzt so viel wie das "Formen einer Felge in Bewegung". Die Felge wird in der Maschine in Rotation versetzt, während sie bis zu 120 mm gestreckt wird. Dabei verdichtet sich das Metall und wird widerstandsfähiger. Das Flow Forming dient also auch der Erhöhung der Materialfestigkeit.